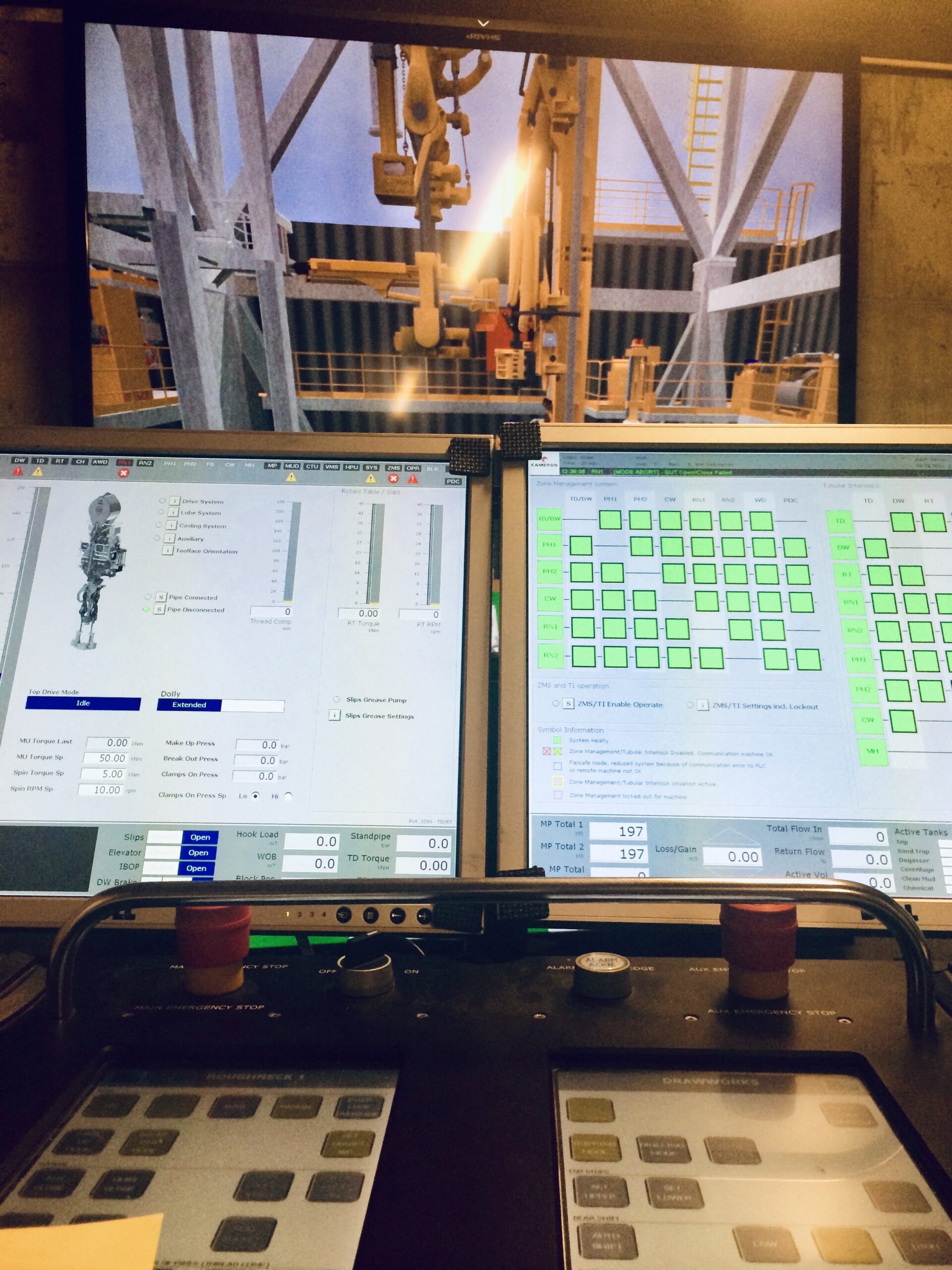
Learn your way to operate successfully the Cameron Sense X-COM (XCOM) driller / assistant driller chair used in offshore drilling rigs and onshore too. Master the skills of drawworks operations, mud pumps synchronization, monitor everything on the HMI , learn about the Siemens PLC system behind, operate the SmartRacker. Courses available for both X-COM 1.0 and newer 2.0 Cameron Sense TTS equipment.

This course is provided by our team of specialized training instructors based in Europe. It is delivered on site by our trainers but we also started to deliver it online starting 2022. We have more than 17 years of experience with Cameron X-COM drilling systems including operations and maintenance, PLC troubleshooting , HMI operations, mechanical and hydraulics troubleshooting, electrical maintenance .
Our team of 5 instructors has more than 20 years experience offshore in different positions . We provide the following Cameron Training Courses for new crews and also for individuals:
Cameron Sense X-COM Simulator Course – DrillSim 6000
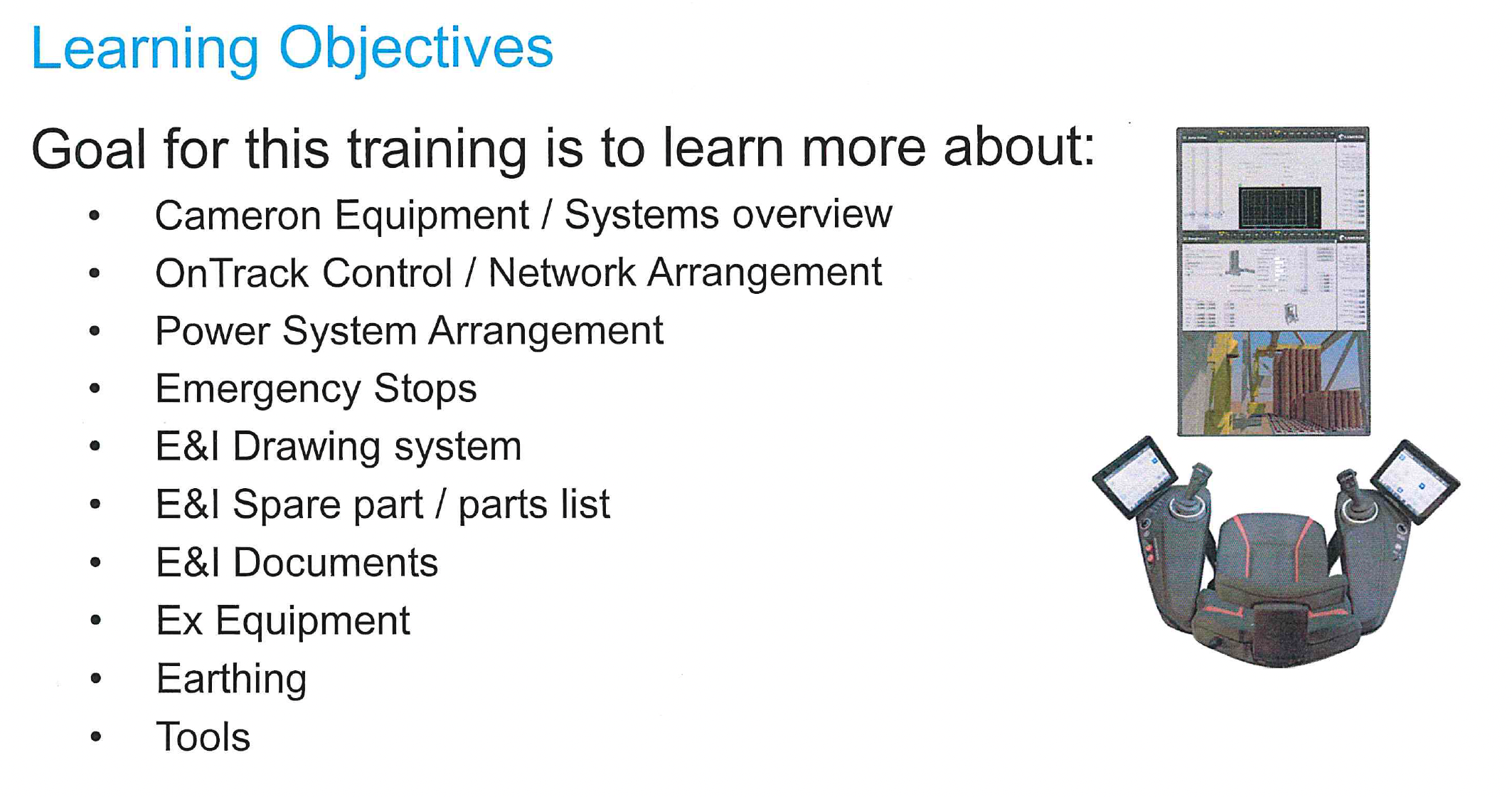
Cameron Sense Electro Technical Course
This course can be delivered on site and also online via our training platform www.petro.training and it is aimed at maintenance personnel on the rig Electrician and Electronic Technician.
Cameron Sense OnTrack System
This course can be delivered on site and also online via our training platform www.petro.training
Cameron Sense Hydraulic and Mechanical Maintenance course
This course can be delivered on site and also online via our training platform www.petro.training